Esta última semana he estado probando el límite de mi impresora 3D. Se trataba de imprimir una pieza con una pared realmente fina, para ver hasta dónde llega mi impresora.
Si estáis en algún grupo de Google+ ya lo habréis visto. Mi mayor actividad está en:
- La comunidad G+ 3D Print Barcelona. Somos 26 miembros actualmente.
- La comunidad G+ 3D Printing. Que es global y tiene más de 34.000 miembros!
He colgado ahí la batalla.
El modelo es este, sacado de Thingiverse:
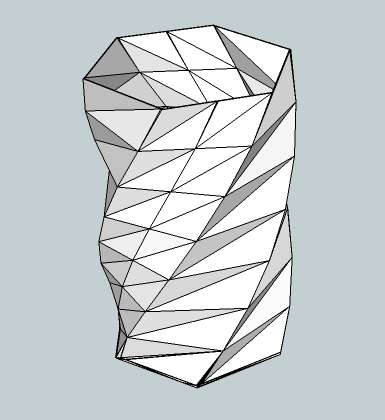
Primero me he encontrado con problemas de dimensiones entre el plugin que importa el STL en Sketchup, y el importador de Netfabb. Sketchup me daba medidas diez veces más grande, supongo que el plugin debe considerar cms en vez de mms pero no le he dedicado tiempo a averiguarlo. He reescalado a la medida que quería y ya está.
Resumen del artículo
Primera prueba
La configuración que he usado para PLA. Tengo una BCN3D (es una evolución de la Mendel Max).
Layer height: 0.1mm
Infill density: 1
Infill pattern: rectilinear
Speed perimeter: 40mm/s
Speed Infill: 50mm/s
Speed Travel 150mm/s
Brim width: 0
Extruder 193º
Bed: 55º
La pared es inferior a 1mm y eso da problemas. Agujeros y además el plástico no llegó a enfriarse lo suficiente y el extrusor lo arrastra a la siguiente pasada. Desastre…
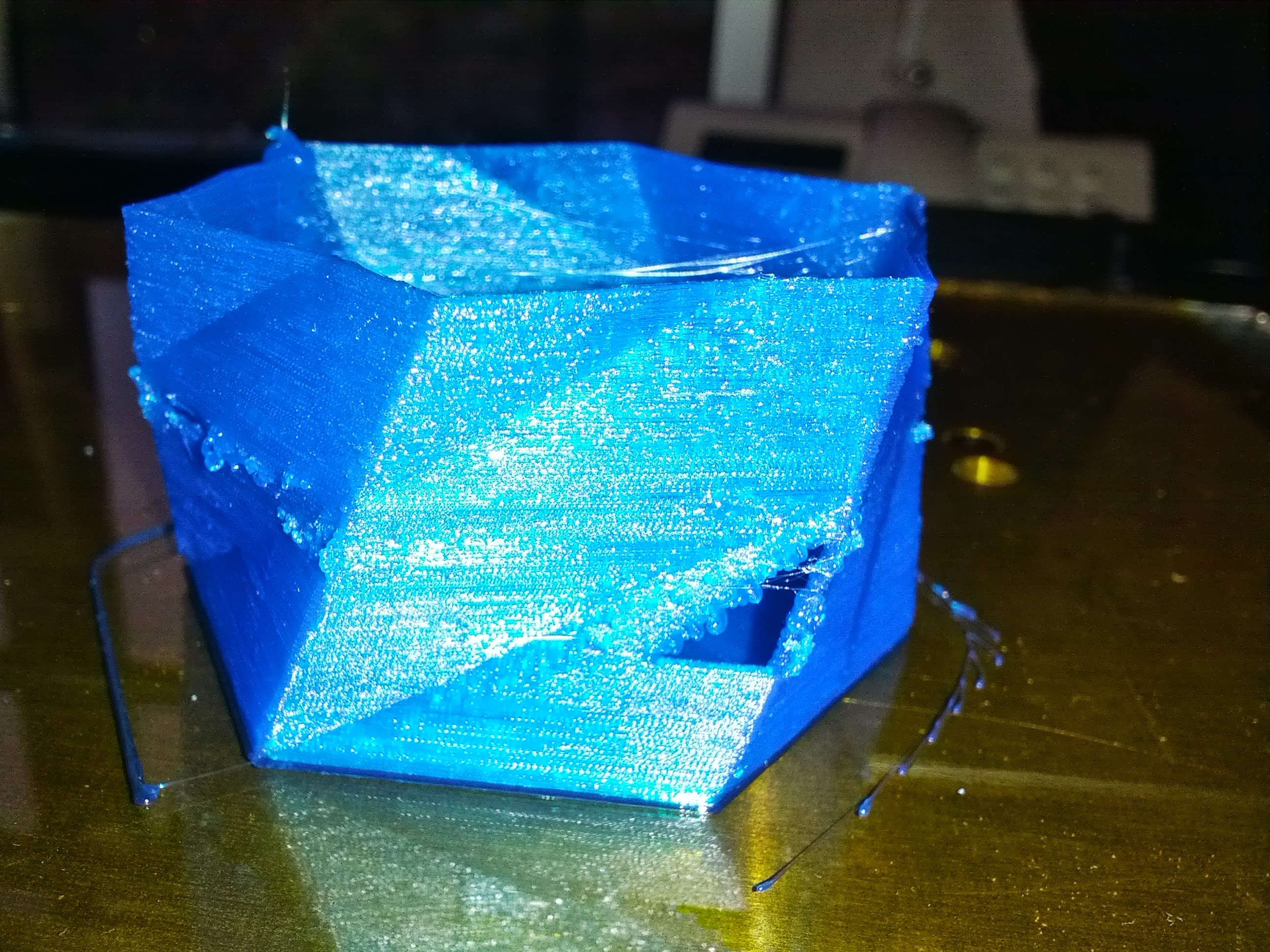
Segunda prueba
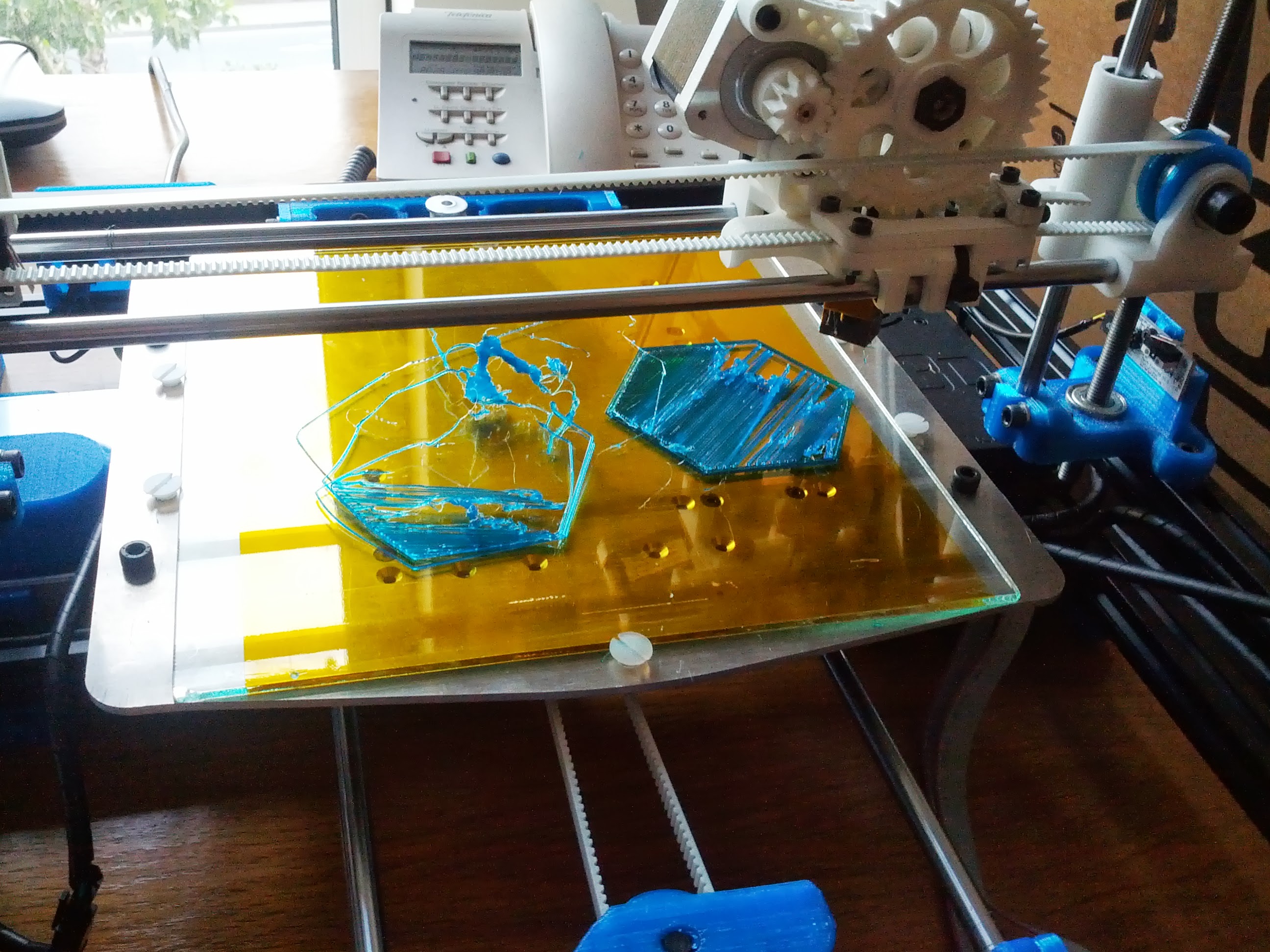
Todavía peor. He cogido la pieza, la he reescalado y me quedaba una base muy fina, así como un ancho de pared de 0.4mm.
Siguiendo el consejo en G+, imprimo dos piezas a la vez para dejar tiempo a que se enfríe la capa antes de volver.
El extrusor se ha llevado por delante todo el plástico. Sigo con un layer height de 0.1mm.
Necesito una base más alta, menor velocidad y menor temperatura. La altura de capa también es duda pues al depositar poco material es más fácil que se lo lleve a la siguiente pasada.
Tercera prueba
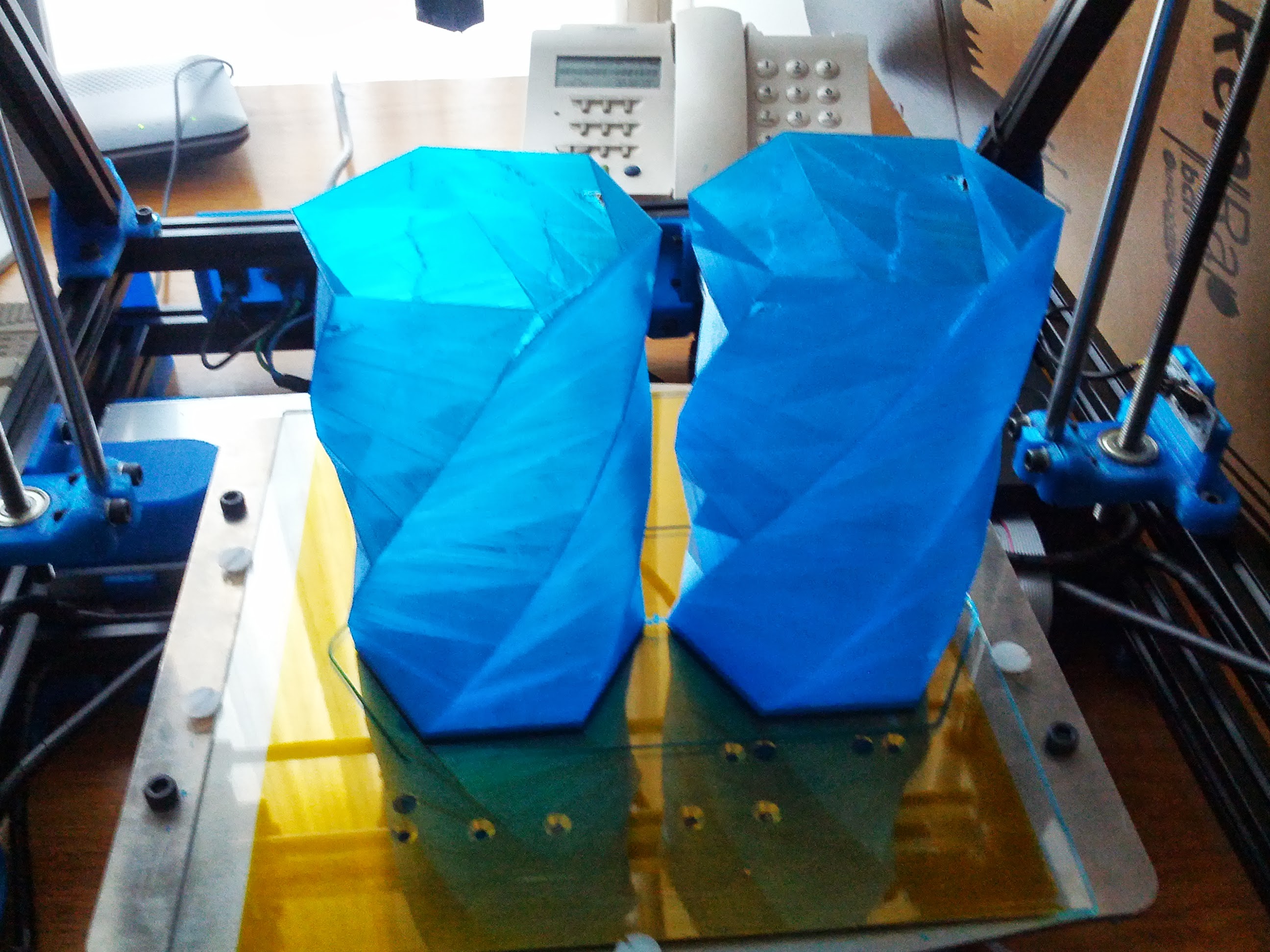
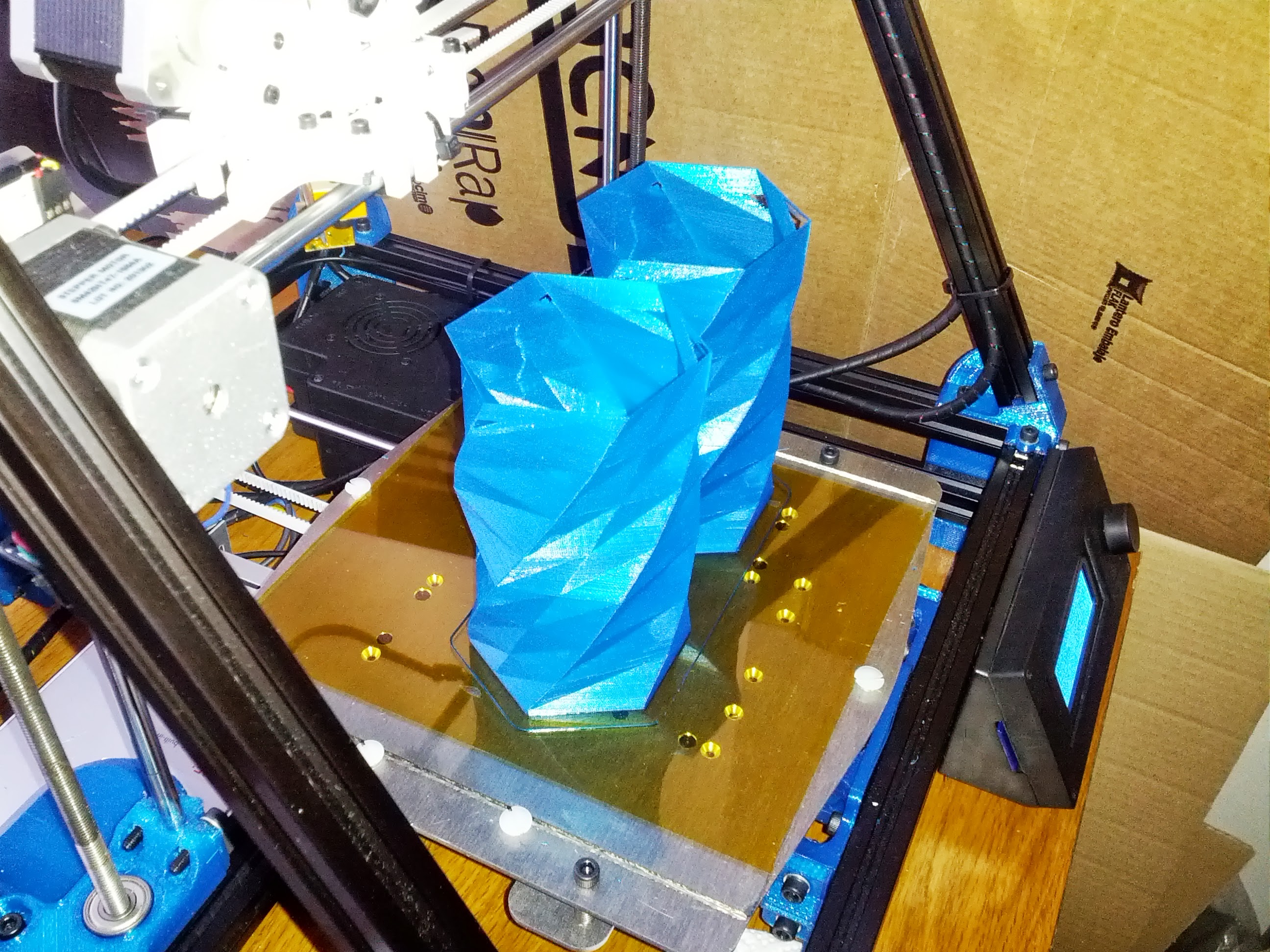
Bueno, bastante conseguido.
Le he metido 2mm de fondo al vaso para que la base sea mayor, y la pared con el reescalado hace 0.4mm de grosor. Algún agujerito entiendo que forzado por el tamaño (la recomendación usual son 2mm de grosor de pared), pero está bastante cerca para ser PLA.
Hace falta un ventilador de capa. Ya vendrá, ya!
La configuración usada es
Layer height: 0.15mm
Infill density: 0.4
Infill pattern: rectilinear
Speed perimeter: 25mm/s
Speed Infill: 25mm/s
Speed Travel 150mm/s
Brim width: 0
Extruder 175º
Bed: 50º
Ahora a jugar con ABS, que ya me ha llegado!

Conclusión
La conclusión de todo esto es que imprimir todavía no es para el consumidor final en plan de darle a un botón y ya está. Hay todavía demasiados factores. Las impresoras domésticas comerciales los intentan minimizar pero la variabilidad me parece alta. Para obtener buenos resultados hace falta coger experiencia imprimiendo, como en todo de hecho.
Por cierto, si alguien necesita imprimir algo, que me contacte. Se lo hago por un módico precio 😉
Dispongo de ABS rojo, y PLA azul y negro.
Hay un par de redes en marcha que pretenden facilitar eso, que usuarios sin impresora puedan sacar impresiones domésticas con las impresoras de otros sin necesidad de ir a un servicio profesional como Shapeways o similares. Veremos cómo evoluciona…
Pingback: Reparación de una balanza Fitbit Aria con impresión 3D - Norbert Rovira tech and 3D printing
Enhorabuena por el trabajo Norbert!
La gracia de ir probando. Es casi la única manera de aprender…
Bueno, algún día tenemos que montar la quedada con impresoras! la mejor ocasión para aprender de otros 😉